



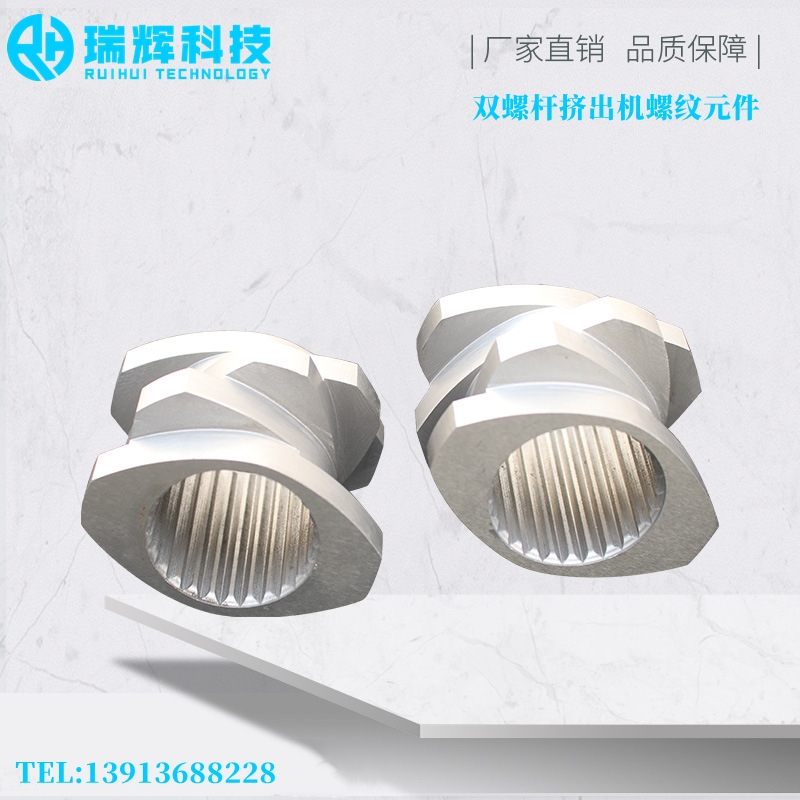
挤出机螺杆螺纹元件:工业制造的“隐形引擎”驱动效率与品质双升级
在塑料、橡胶及复合材料加工领域,挤出机螺杆螺纹元件作为核心功能部件,正以模块化设计、精准剪切控制和高效混合能力,成为推动行业向智能化、绿色化转型的关键技术。从高黏聚合物共混到纳米级填料分散,从热敏性材料加工到连续化生产,螺纹元件的创新设计正重新定义挤出工艺的边界。
模块化设计:灵活适配多元需求
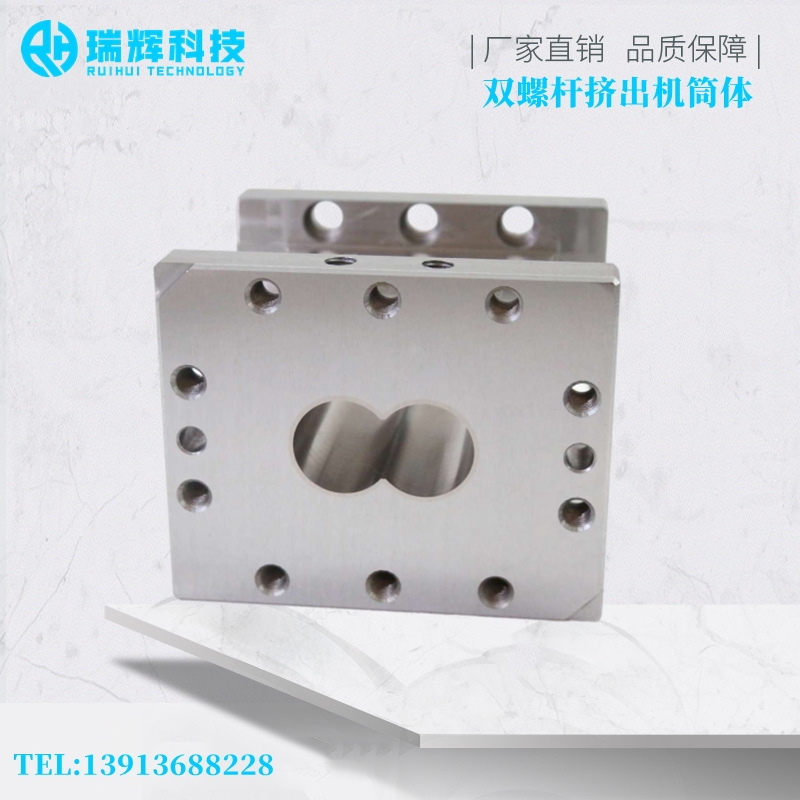
现代挤出机螺杆采用“积木式”组合结构,通过标准化螺纹元件的拼接,可快速构建适应不同物料的螺杆构型。例如,针对EPDM混炼胶挤出,企业可通过更换喂料段宽螺距元件(提升输送效率)、熔融段反向螺纹元件(增强剪切背压)和混合段齿形盘(优化分散混合),实现±1.5%的喂料精度控制,较传统设备产能提升210%。这种设计不仅缩短了设备调试周期,还降低了因物料特性变化导致的停机风险。
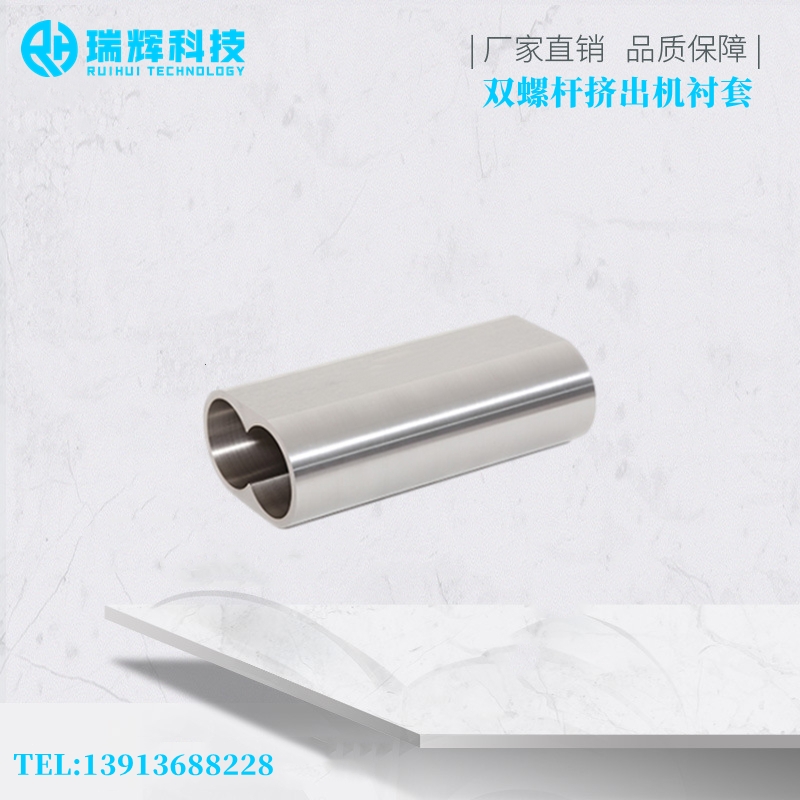
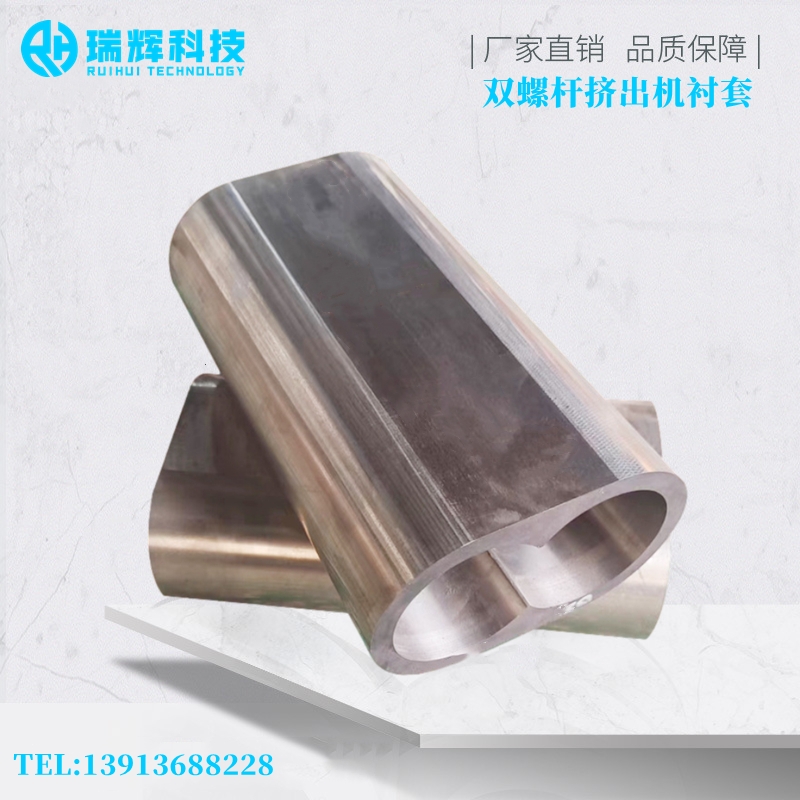
在实验室场景中,剖分式机筒与可更换螺纹元件的组合进一步凸显灵活性。以天源TY-7009型双螺杆挤出机为例,其机筒支持快速拆装,清洗时间从2小时缩短至10分钟,配合PID温控系统(精度±1℃),可高效完成PVC、TPU等热敏性材料的配方试验,原料浪费率降低40%。
剪切与混合:从宏观到微观的精准控制
螺纹元件的核心价值在于对物料流场的精准调控。通过导程、螺距、错列角等参数的优化,可实现从“宏观输送”到“微观分散”的全流程控制:
高剪切区:采用窄螺距(≤20mm)与小导程(≤15mm)组合,配合45°错列角的捏合块,可在熔融段产生高达10⁵ s⁻¹的剪切速率,有效破碎聚集体。例如,在聚丙烯/玻璃纤维复合材料制备中,双螺杆挤出机通过高剪切区将纤维长度控制在0.2-0.5mm,使材料拉伸强度提升35%。
低剪切区:宽螺距(≥50mm)与大导程(≥30mm)元件用于喂料段和排气段,减少物料降解风险。某企业通过在排气口前设置大导程螺纹元件,使物料表面积增加30%,水蒸气脱除效率提升50%,解决了高湿物料加工中的气泡缺陷问题。
混合增强区:齿形盘(TME/ZME)与反向螺纹元件的组合可实现“分布混合”与“分散混合”的协同优化。在硅油/HDPE共混实验中,采用齿形盘结构的螺杆使硅油分散相粒径从50μm降至10μm,混入量较传统螺杆提升100%,且混合段温度波动控制在±2℃以内。
自清洁与耐磨性:延长设备寿命的关键突破
针对高黏、高填充物料的加工难题,螺纹元件的材料与结构设计取得显著进展:
材料创新:采用HIP(热等静压)技术处理的38CrMoAlA合金螺纹元件,表面硬度达HRC58-62,耐磨性较传统渗氮处理提升3倍。某企业实测显示,其螺杆在连续加工3000小时后,螺棱磨损量仅0.02mm,寿命延长至5年以上。
结构优化:自扫形螺槽设计通过相对运动原理实现自动清洁,减少物料残留。例如,在食品级双螺杆挤出机中,自扫形螺纹元件使淀粉类物料残留量降低至0.05%以下,满足HACCP认证要求。
反向螺纹元件:在混合段末端设置反向螺纹,可形成动态密封,防止物料反流。某企业通过在螺杆末端增加2D反向螺纹段,使挤出压力波动范围从±15%缩小至±5%,产品尺寸稳定性提升20%。
行业应用:从实验室到产业化的全链条覆盖
螺纹元件的技术升级正推动挤出工艺向高端化延伸:
新材料开发:在碳纳米管/聚碳酸酯复合材料制备中,双螺杆挤出机通过多级剪切区设计,实现碳纳米管均匀分散,导电性能提升2个数量级。
生物基材料加工:针对PLA(聚乳酸)等生物降解材料,企业开发出低温剪切螺纹元件(工作温度≤180℃),避免热降解,使材料拉伸强度保持率从75%提升至90%。
连续化生产:在橡胶挤出生产线中,螺杆组合优化使单台设备产能从300kg/h提升至800kg/h,能耗降低至18kWh/t,达到欧盟ERP能效标准。
未来趋势:智能化与可持续化的双重驱动
随着工业4.0的推进,螺纹元件正融入智能传感与数字孪生技术。例如,某企业研发的智能螺杆系统,通过内置压力传感器与温度探头,实时反馈物料流变数据,结合AI算法动态调整螺杆转速与温度曲线,使产品合格率从92%提升至98%。同时,模块化设计使螺纹元件回收率达90%,助力循环经济。
从单一功能部件到智能化解决方案,挤出机螺杆螺纹元件的进化史,正是中国制造向“智造”跃迁的缩影。随着材料科学、流体力学与数字技术的深度融合,这一“隐形引擎”将持续驱动工业制造向更高效、更精准、更可持续的未来迈进。
近期浏览:
相关新闻
- 常熟瑞辉机械:双螺杆挤出机螺纹元件的专业之选 2025-11-06
- 双螺杆挤出机筒体衬套选型指南:耐磨、耐腐、高效生产的关键选择 2025-12-10
- 双螺杆螺纹元件:技术创新推动制造业高质量发展 2024-12-02
- 筒体芯轴螺纹元件的结构分类是什么? 2021-05-12
- 浅谈双螺杆挤出机筒体工作流程 2021-05-12
- 双螺杆螺纹元件行业蓬勃发展,创新技术引领未来 2024-10-24
- 螺杆挤出机的一些知识点,挤出机螺杆螺纹元件厂家为你解惑 2021-05-12
- 双螺杆挤出机正反向螺纹元件 2021-05-12
- 双合金衬套的应用 2023-03-01
- 如何挑选双螺杆筒体衬套 2023-03-01
 13962388228
13962388228

 在线留言
在线留言
